













Also bought




Introduction
Pneumatic conveyors move capsules, powders, and granules from sacks, big bags or other containers to the required location in selected quantities and within the desired time.
The conveying process takes place in perfect hygienic conditions, respecting both the environment and the operators’ health.
Capsule Conveying: Efficiently transfer capsules without dust dispersion and product contamination. This unique conveyor uses air power to push the capsules through rigid sanitary piping into a hopper above the capsule-filling machine without damaging the capsules.
Powder Conveying: Preserve the integrity of pharmaceutical mixtures by conveying powders and granules with vacuum technology.

Specifications
| Model | Capacity | Compressed air consumption | Pressure of supplied air | Weight | Dimension |
|---|---|---|---|---|---|
| QVC-1 | 350kg/h | 180L/min | 0.5-0.6MPa | 10 | 491*Φ140 |
| QVC-2 | 700kg/h | 360L/min | 0.5-0.6MPa | 16 | 691*Φ213 |
| QVC-3 | 1500kg/h | 720L/min | 0.5-0.6MPa | 30 | 881*Φ290 |
| QVC-4 | 3000kg/h | 1440L/min | 0.5-0.6MPa | 40 | 1361*Φ420 |
| QVC-5 | 6000kg/h | 2880L/min | 0.5-0.6MPa | 45 | 1413*Φ420 |
| QVC-6 | 9000kg/h | 4320L/min | 0.5-0.6MPa | 60 | 1638*Φ600 |
|
The compressed air should be clean, dry, oil-free and water-free; The transport capacity of the QVC-1 type is measured within 3 meters of the transport distance, and the transport capacity of other models is measured within 5 meters of the transport distance; The material properties are different and the conveying capacity varies greatly. |
|||||
Remarks
- VACUUM CONVEYING: Safe, Easy, And Efficient
- HYGIENE: Avoid dust dispersion and product contamination. The conveyed material is kept in an isolated environment from pick up to the release point.
- PRODUCT QUALITY: Move pharmaceutical mixtures while still preserving their integrity and keeping the percentages of single components intact.
- PRODUCTIVITY: Increase the automation and health and safety of your personnel by eliminating the task of manually scooping powder into process machines. Conveying can reduce staffing requirements and load times by more than 50%.
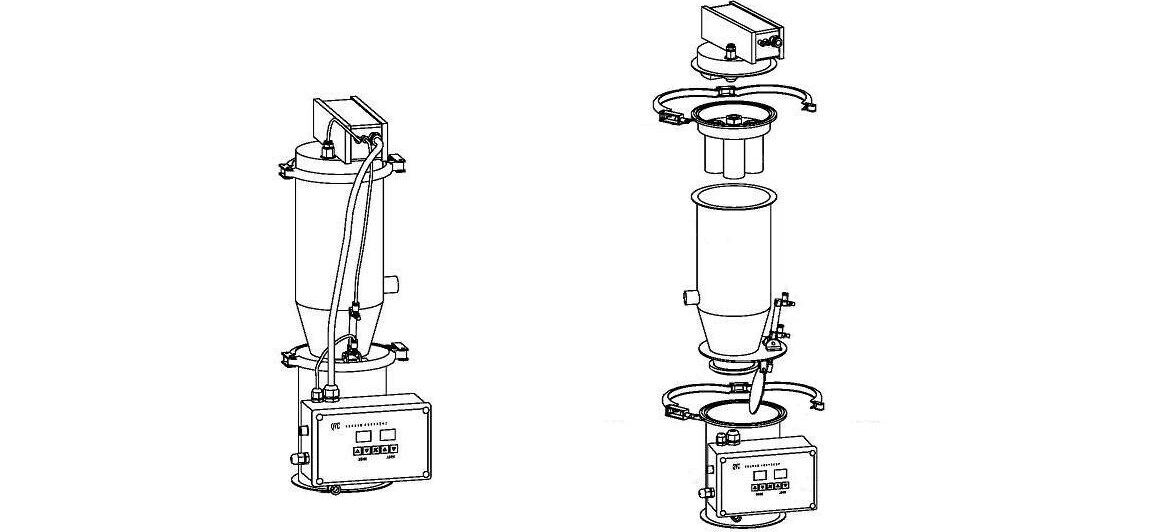
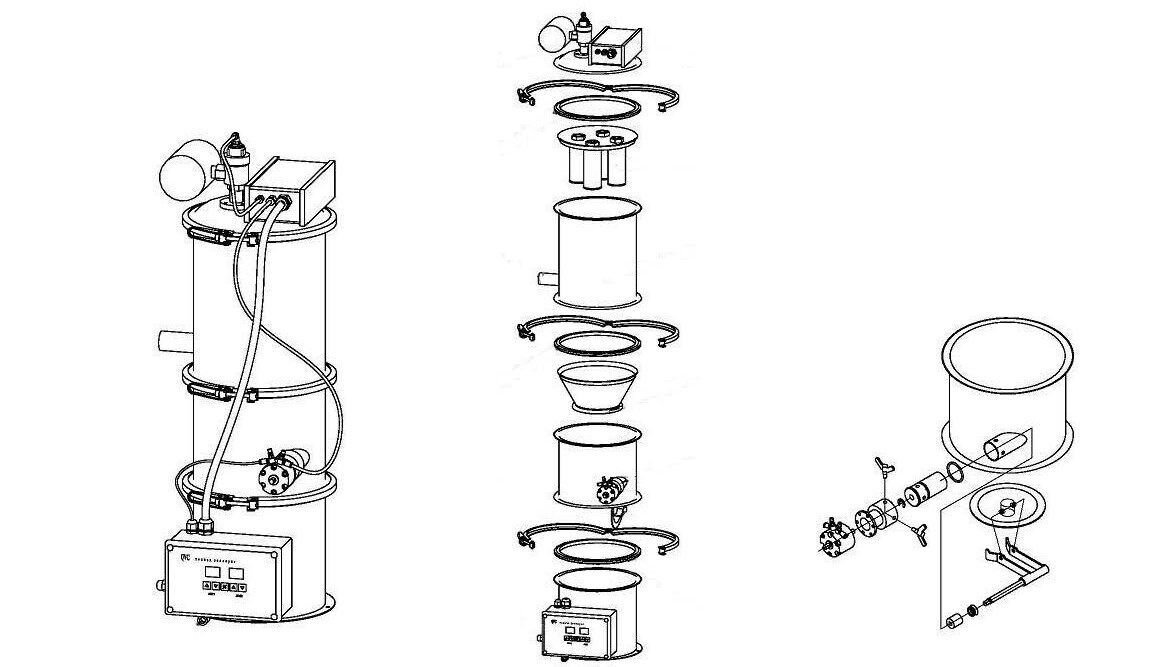
Installation
Fix the vacuum hopper on the hopper of the receiving equipment. If the vacuum hopper cannot be directly fixed to the receiving equipment hopper, the fixing frame can be used to fix the vacuum hopper.
The control box can be hung in a convenient place for operation according to the worker's operating environment.
The connection of the compressed air tube:
(1) Selection of compressed air pipe to household pipe diameter:
- QVC-1, 2, 3 select 1/2′′ tube
- QVC-4, 5, 6 select 3/4′′ tube
- QVC-1 vacuum feeder, can be used φ12 PU pipe to enter.
- QVC-2 vacuum feeder, can be used φ12 PU pipe to enter.
(2) Ball valve and filter pressure reducing valve should be installed after the compressed air pipe enters.
(3) For QVC-1 and 2 vacuum feeders, connect the outlet of the filter pressure reducing valve to the compressed air inlet joint below the control box. The diameter of the compressed air pipe should be the same as the compressed air inlet joint below the control box.
(4) For QVC-3, 4, 5, 6 vacuum feeders, the outlet of the filter pressure reducing valve should be directly connected to the compressed air inlet joint on the vacuum sounder. The diameter of the compressed air tube should be the same as the compressed air inlet connection on the vacuum sounder.
(5) Connect the compressed air tube between the control box and the vacuum sounder.
Operating
Plug the power plug into the power socket. At this time, the time display on the control box is on, indicating that the power is connected to the system. Note that the power cord must be three-wired. It is necessary to make a reliable grounding of the control cabinet to avoid the computer chip being damaged.
Touch the time increase and decrease button. The feeding time is adjusted to 5-15 seconds, and the discharging time is adjusted to 6-12 seconds. When conveying the powder, the feeding time should be set shorter, and the discharging time should be longer; when conveying the granular material, the feeding time should be longer, and the discharging time should be shorter.
Press the “ON/OFF” button, the compressed air will be sent to the vacuum generator, and the vacuum hopper will generate vacuum to achieve feeding.
At this time, attention should be paid to the compressed air pressure, and the supply pressure should be 0.5-0.6 MPa. The supply air pressure refers to the compressed air pressure in the system when the vacuum generator is working, that is, when the material is being loaded. The vacuum generator of the QVC-3, 4, 5, and 6 vacuum feeders has a pressure gauge, which is based on the pressure indicated by the pressure gauge. There is no pressure gauge on the QVC-1 and 2 vacuum generators, and the pressure gauge on the filter pressure reducing valve shall prevail.
Special attention should be paid during commissioning. The supply pressure of 0.5-0.6 MPa refers to the air pressure in the system when feeding. When the material is discharged or the system is in standby state, the pressure displayed on the pressure gauge on the filter pressure reducing valve should be 0.7-0.8 MPa. After many users install the feeder, the filter pressure reducing valve is often adjusted to 0.6 MPa. If the vacuum generator starts working at this time, the pressure of the system will drop to 0.4 MPa, resulting in failure to feed or loading capacity. When the long-distance transport or conveying capacity is large, the air pressure in the system must reach 0.6 MPa.
Precautions
1. The power supply must be reliably grounded and have a leakage protection device.
2. Check the machine fasteners before each use to ensure the normal operation of the machine.
3. Remember to cut off the power before cleaning to ensure personal safety.
4. Be careful not to leave any fibrous substances in the corners and gaps of the machine during the wiping process.
5, when working, to ensure that the surface of the machine is clean.
review(s)
Good
The powder is delivered very quickly, very clean
From: Chius | Date: 3/3/2021 9:37 PM
Write your own review
Also Offers


Containment Automatic Capsule Filling Machine SFK-703

Fully Automatic Dosator Capsule Filling Machine CZ-40








Related products

Our Team
As an expert in the pharmaceutical and pharmaceutical packaging industry, iPharMachine has provided solutions for hundreds of pharmaceutical and health product manufacturers for 17 years. By visiting customers, we get good reviews from our customers.
- info@ipharmachine.com
- English Español Deutsche
